


点击次数:622次 更新时间:2017-03-16 10:41:42
1.上游控制
部件控制包括所有针对部件成功焊接的要求。焊接之前部件被外壳和罩盖分开。相互之间的定位以及各元件的位置均可通过传感器或摄像系统进行控制。
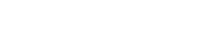
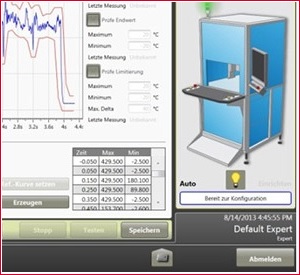
2.焊接过程的在线控制
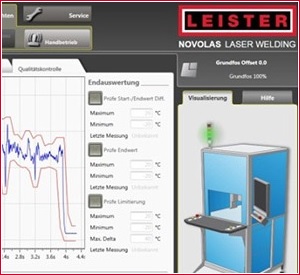
根据配置不同可在焊接过程中监控激光功率、速度/时间、夹紧压力/作用力以及熔接线路等焊接参数。另外一个可能是高温计。此时使用一个传感器来检查焊接区域中的热量,并与对比测量进行比较。
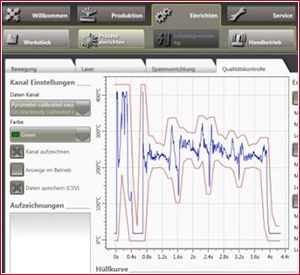
3.某些应用中可利用摄像机获得焊接完毕后焊缝的光学印象。然后可通过数字式色彩平衡来了解焊缝质量。
在这三个部分中每一个都可以使用各种不同方法用于监控、检查或调控。至于可以或应该何时使用何种方式则取决于部件和客户需求。
近年来,激光塑料焊接这项创新技术在激光塑料焊接市场已占一席之地。
一方面,目前已开发了多种焊接概念;另一方面,新的塑料材料或复合材料被开发出来应用于激光焊接。
莱丹从开始便陪伴这项技术进步发展,广大的应用范围不仅比传统技术更具优势,更能通过多元化的焊接概念带来了更灵活的优点。
而实际上,可用激光焊接的材料组合对于其他焊接技术来说通常是较大的挑战。

激光设备集成:
一项产品制造是由多个单独工艺步骤组成,在这个工艺链中,智能集成才是有效且合理的解决方案。
NOVOLAS产品专门为激光塑料焊接开发而成,可提供多样化的集成选项,设计出适合自己工艺流程的集成设备。
设备概念:
我们的激光系统以标准设备为基础,依照客户需求进行扩展延伸。
您可以采用这些扩展措施,包括有:
· 产品及夹具的编码功能;
· 使用摄像机检测部件或过程监控;
· 外部激光功率测量;
· 好坏工件质量判定及废料箱功能;
· 供料箱;
· 客户定制设备颜色。
* 若需其他选项,欢迎另外洽询。
售后服务:
激光焊接设备是资产型设备,需要定期维护保养。我们的保养合同是针对系统所订立,并遵循规定的时间周期。若客户遭遇系统故障,我们的售后服务将以下列方式提供支持:
· 电话支持;
· 通过网络远程访问;
· 现场维修。
| 参数 | 单位 | 典型值 |
| 射束形状 | 点状或线状光斑 | |
| 尺寸(长×宽×高) | mm | 标准设计型870×1378×1896 无柱形灯和显示屏 |
| 用户界面 | 由IPC控制激光器、转轴并进行过程监控 | |
| 导向激光 | mW | < 3 |
| 频率 | Hz | 50/60 |
| 电流 | A | 16 |
| 压缩空气连接 | bar | 6 |
| 冷却 | ℃ | 水冷或气冷式,视设计型不同, 排气量大,达55℃ |
| 重量 | kg | 大约400(视设计型不同) |
| 激光保护等级 | 1,2/2M | |
| 欧标合格标识 |  | |
莱丹激光塑料焊接业务,是在该领域拥有着多年丰富经验的业务单元,并提供所有标准激光塑料焊接工艺的制造商,同时拥有掩膜焊接和滚珠焊接(Globo)两种关键的核心技术。此外,在激光同步焊接、准同步焊接、轮廓焊接、放射状焊接等各类工艺中均有明显的优势及相应的解决方案和案例。
■ 汽车
 |  |  |  |
| 汽车外饰件 | 汽液分离器 | 传感器 |
■ 医疗
 |  |  |
| 医疗设备 | 医疗耗材 | |
 |  | 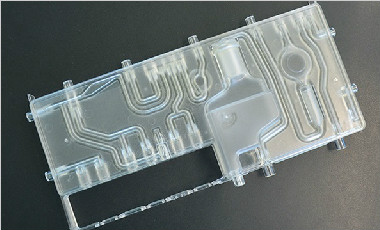 |
| 微流体芯片 | 特殊用途 |
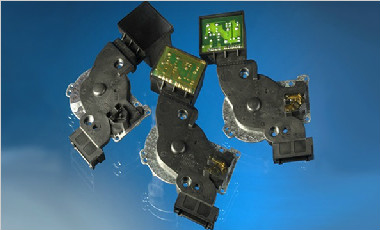
■ 电子
 |  |  |
| 传感器&光学传感器 | 阀门&压电阀 | 外部壳体&传感器外壳 |
应用及其优势:
一、 生物医疗:干净、无排放的焊接;
二、 汽车部件:为所有规格提供高可重制性和过程稳定性;
三、 电子产品:无振动、无机械压力的焊接;
四、 显微技术:严格限制能量应用;
五、 纺织行业:无尽且快速地接合篷布和布匹。








